














工厂污水处理设备代理(工厂小型污水处理设备)
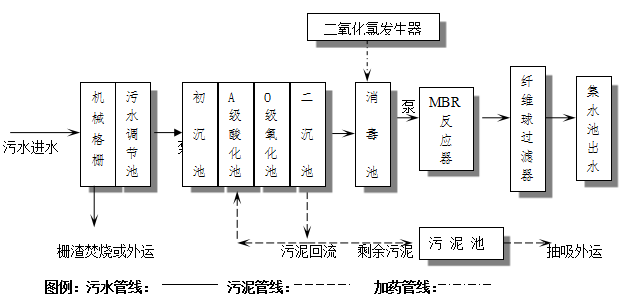
一、工厂污水处理设备工艺流程介绍:
污水经格栅进入调节池后经提升泵进入生物反应器,通过PLC控制器开启曝气机充氧,生物反应器出水经循环泵进入膜分离处理单元,浓水返回调节池,膜分离的水经过快速混合法氯化消毒后,进入中水贮水池。反冲洗泵利用清洗池中处理水对膜处理设备进行反冲洗,反冲污水返回调节池。通过生物反应器内的水位控制提升泵的启闭。膜单元的过滤操作与反冲洗操作可自动或手动控制。当膜单元需要化学清洗操作时,关闭进水阀和污水循环阀,打开药洗阀和药剂循环阀,启动药液循环泵,进行化学清洗操作。
二、工厂污水处理设备特点:
1、二级生物接触氧化处理工艺均采用推流式生物接触氧化,其处理效果优于完全混合式或二级串联完全混合式生物接触氧化池。并比活性污泥池体积小,对水质的适应性强,耐冲击负荷性能好,出水水质稳定,不会产生污泥膨胀。池中采用新型弹性立体填料,比表面积大,微生物易挂膜,脱膜,在同样有机物负荷条件下,对有机物去除率高,能提高空气中的氧在水中溶解度。
2、生化池采用生物接触氧化法,其填料的体积负荷比较低,微生物处于自身氧化阶断,产泥量少,仅需三个月(90天)以上排一次泥(用粪车抽吸或脱水成泥饼外运)。
3、整个设备处理系统配有全自动电气控制系统和设备故障报警系统,运行安全可靠,平时一般不需要专人管理,只需适时地对设备进行维护和保养。


三、工厂废水处理设备工作原理:
工厂废水处理设备工作原理是在A级,由于污水有机物浓度很高,微生物处于缺氧状态,此时微生物为兼性微生物,它们将污水中的有机氮转化分解成NH3-N,同时利用有机碳源作为电子供体,将NO2-N、NO3-N转换成N2,而且还利用部分有机碳源和NH3-N合成新的细胞物质。
所以A级池不仅拥有有面物去除功能,减轻后续好氧池的有机负荷。有利于硝化作用的进行,而且依靠原水中存在的较高浓度有机物,完成反硝化作用,终消除氮的富营养化污染。在O级,由于有机物浓度已大幅度降低,但污水处理设备仍有一些量的有机物及较高NH3-N存在。为了使有机物得到进一步氧化分解,同时在碳化作用完成情况下,硝化作用能顺利进行。
在O级设置有机负荷较低的好氧生物接触氧化池,在O级池中主要存在好氧微生物及自氧型细菌,其中好氧微生物将有机物分解成CO2和H2O,自氧细菌利用有机物分解产生的无机碳或空气中的CO2作为营养源,将污水中的NO2-N、NO3——NO级池的出水流到A级池,为A级池提供电子接受体,通过反硝化作用终消除氮污染。
四、工厂污水处理装置生产管理:
1、维修
如本污水站在运转过程中发生故障,由于污水处理站必须连续投运的机电设备均有备用,则可启动备用设备,保证设施正常运转,同时对污水处理设施进行检修。
2、人员编制
污水处理站实行一班运转,处理水量15T/h,由于处理系统自动化程度高,所以每班只需配备兼职操作工人一名,负责清捞、格栅清渣和日常巡视、操作、维护等工作。
3、技术管理
进行污水处理设备的巡视、管理、保养、维修和污水水质的化验。如发现设备有不正常或水质不合格现象,及时查明原因,采取措施,保证处理系统的正常运化。

五、工厂污水处理设施电气控制:
工程范围
本自动控制系统为污水处理工程工艺所配置,自控专业主要涉及的内容为该污水处理系统中水泵与液位的连锁、报警、风机的交替动作、电磁阀的定时工作等。
控制水平
自动与手动结合
电气控制
采用全自动可编程序控制系统,该系统特点是:
1.设全自动控制及手动控制功能。
2.水泵与风机能在设置时间内自动交替使用。
3.进水泵低水位停止,高水位启动,超警戒水位提供报警信号。
4.设备停止工作2小时以上,为保持生物膜的活性,风机能定时间歇运行。
5.设有过流、过载、断相、短路保护,故障自动切换并声光报警。
6.污水处理站24小时运行,控制系统自动化水平较高,只需配备1名兼职人员
(1)、污水泵
调节池内污水泵符合以下工况,水泵的启动受液位控制。
a、高液位;报警,同时启动水泵;
b、低液位:报警,关闭水泵;
(2)、风机
风机设置2台,风机8-12小时内交替运行,风机与水泵实行联动,当水泵停止工作时,风机间歇工作。
(3)、污泥回流泵及电磁阀
沉淀池中的污泥回流泵,每隔1小时工作一次,每次历时15分钟。
(4)、其他
a、各类电气设备均设置电路短路和过载保护装置。
b、动力电源由本电站提供,进入污水处理站动力配电柜。


 返回首页
返回首页
 电话
电话
 产品中心
产品中心